服务热线 17736983633
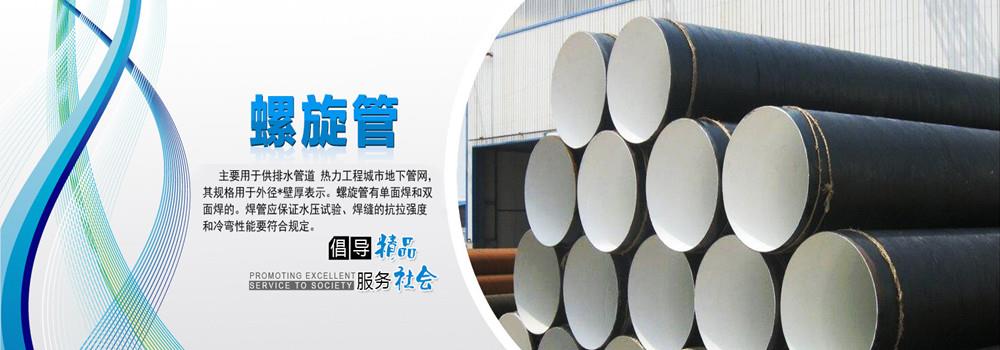
螺旋焊管按照标准可以有很多的分类,而每种分类都有其适用的范围和主要应用的地方,下面就让我们来通过厂商师傅的介绍来具体的了解下吧,镀锌螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
焊缝上有连续声波探伤标记的部位,经过手动和X射线复查,如确有,经过修补后,再次经过无损检验,直到确认已经消除,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
将镀锌螺旋焊管管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合而产生未熔合或开裂。
镀锌螺旋焊管加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由,镀锌螺旋焊管的制造工艺决定其残余应力较大, 据国外有关资料记载,有些甚至接近屈服极限,直缝埋弧焊钢管因采用扩管工艺,残余应力接近零。
上一条: 大口径螺旋钢管计算方式
下一条: 厚壁螺旋钢管的退热步骤